JingHengmachinery
The welding of aluminum alloy rollers is a highly difficult process in industrial manufacturing, mainly due to the conflicts between the physical and chemical properties of aluminum alloys themselves (such as high thermal conductivity, easy oxidation, and high coefficient of thermal expansion) and the special structural requirements of rollers (coaxiality, straightness, and dynamic balance). Below is a detailed summary of the core difficulties and practical tips for welding aluminum alloy rollers:
I. Main Welding Difficulties
- Aluminum is extremely susceptible to oxidation. A dense Al₂O₃ oxide film instantly forms on the aluminum surface. This oxide film has a melting point as high as 2050°C, while the melting point of the aluminum matrix is only about 660°C. If the surface is not thoroughly cleaned before welding, the oxide film will hinder fusion, resulting in defects such as slag inclusion, incomplete fusion and porosity.。
- High susceptibility to hot cracking (especially for long welds). Rolls usually involve long straight welds or circumferential welds. Aluminum alloys feature a large solidification shrinkage rate (approximately twice that of steel) and low high-temperature strength. During the cooling process, enormous tensile stress tends to cause solidification cracking (hot cracking), and cracks are prone to occurring at the arc start and end points or the center of the weld seam.
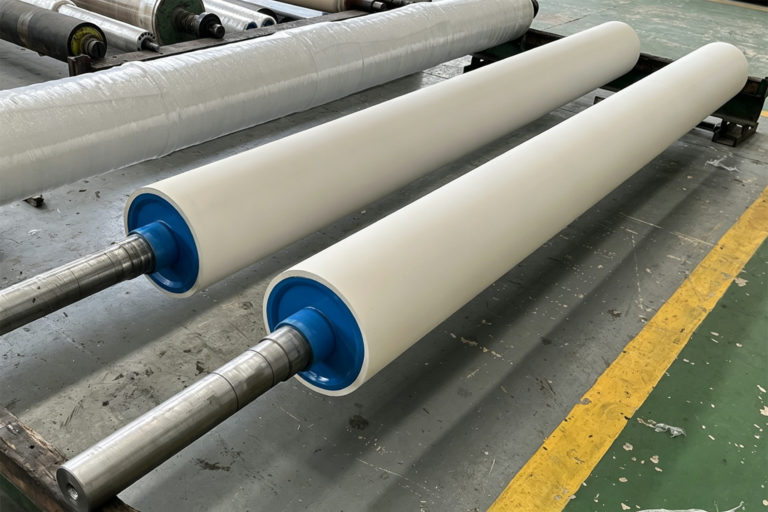
- Deformation control is extremely difficult (concentricity and straightness). Aluminum alloy features fast heat conduction (requiring high current) but a large coefficient of thermal expansion. As slender rotating parts, rollers are highly prone to bending deformation (banana-shaped) or elliptical deformation caused by uneven welding heat input.
- Aluminum porosity issues: Liquid aluminum has a strong ability to dissolve hydrogen, while solid aluminum barely dissolves hydrogen. When the cooling rate is fast, hydrogen cannot escape in time and forms pores. If there is oil contamination or moisture inside the roller, the porosity problem will become more severe.
- After welding heat-treated strengthened aluminum alloys susceptible to joint softening (such as 6xxx and 7xxx series), the strength of the heat-affected zone (HAZ) decreases significantly (softening), which may only reach approximately 60% of the base metal strength.

II. Key Tips and Solutions
- Pre-welding Preparation: The Key to Success or Failure
- Extreme Cleaning
- Mechanical Cleaning: Before welding, the groove and an area of at least 30-50mm on both sides must be thoroughly polished with a special stainless steel wire brush until the metallic luster is exposed.
- Chemical Cleaning: For high-demand rollers, it is recommended to add processes including alkaline cleaning (degreasing and oxide film removal), pickling (neutralization), hot water rinsing and drying.
- Timeliness: Welding should be completed within 4-8 hours after cleaning to prevent re-oxidation.
- Preheating Control: Properly preheat thick-walled rollers at 100℃-150℃ to reduce temperature difference stress and prevent cracks. Avoid excessive temperatures to prevent grain coarsening.
- Extreme Cleaning
- Select TIG (GTAW) as the welding method: it features stable electric arc, good visibility of the molten pool and attractive weld formation, making it most suitable for root welding and thin-wall welding of rollers with high quality requirements.
The welding quality of aluminum alloy printing rollers is directly related to the service performance and service life of products. In actual production, the welding process shall be reasonably selected according to the structural characteristics, material types and precision requirements of the rollers.